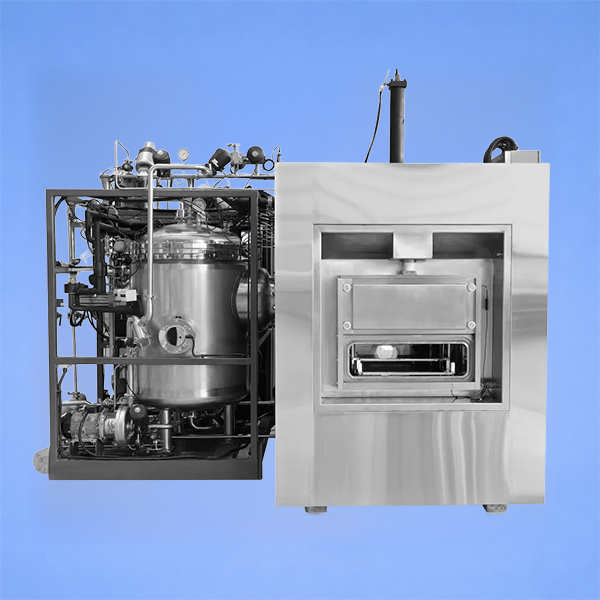
Production-scale freeze drying places demands on equipment that laboratory and pilot units are simply not built to meet. Cycle consistency across large batch volumes, uninterrupted operation across extended production schedules, and the ability to meet cGMP and regulatory requirements at every run are all non-negotiable at this level. The equipment running these cycles needs to be built to a standard where reliability is not a variable. To ensure consistency, freeze-dryers are used.
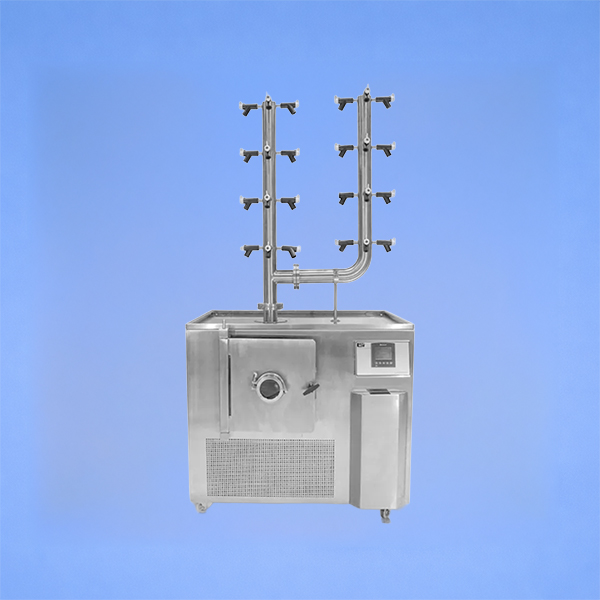
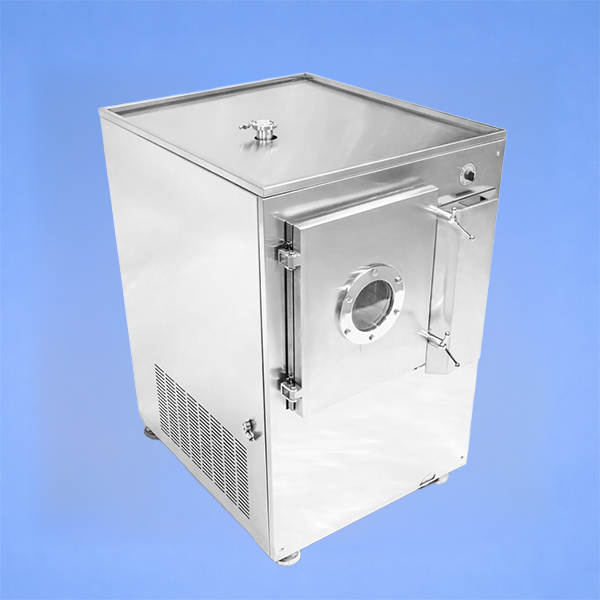
The LyoQuanta is a production-grade freeze dryer built for pharmaceutical and biotechnology manufacturers who need consistent, repeatable lyophilisation performance at commercial scale. Engineered with premium refrigeration and vacuum systems and backed by manufacturing facilities designed to deliver fast lead times, it brings together the process capability and build quality that production environments demand, without the long wait times or service gaps that slow operations down.
Yes, all our products are designed and sourced to meet international regulatory standards, including GMP, USFDA, EU-GMP, WHO, and other relevant compliance requirements.
Absolutely. Our solutions are engineered for seamless integration with existing systems, ensuring minimal disruption and optimal performance within your current setup.
Yes, our team offers technical consultation to help you choose the most suitable product based on your process requirements, facility design, and compliance needs.
Yes, all our products are aligned with our turnkey execution approach, ensuring compatibility with overall facility design, engineering, and operational requirements.
Yes, we provide customised solutions tailored to your process, capacity, and regulatory requirements to ensure optimal performance and efficiency.
Our products are used across pharmaceutical manufacturing, biotechnology, nutraceuticals, research laboratories, and regulated healthcare environments.
We follow strict quality standards and work with trusted technologies and manufacturing processes to ensure consistent performance, durability, and compliance.
Yes, we offer ongoing technical support to ensure smooth operation, performance optimisation, and long-term reliability of all supplied systems and components.