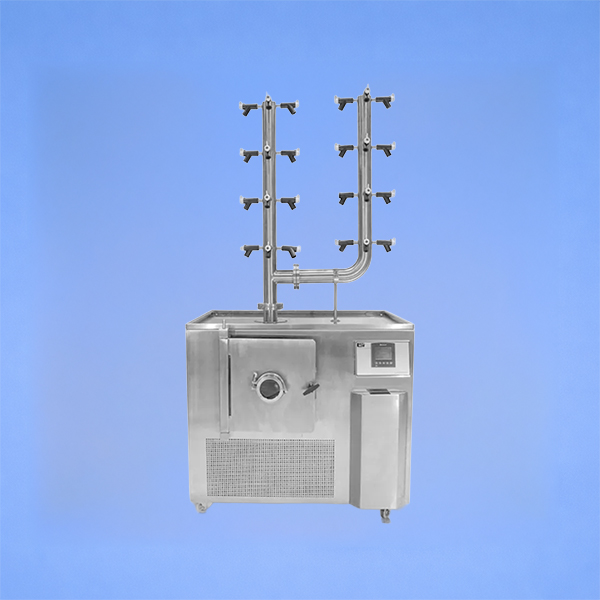
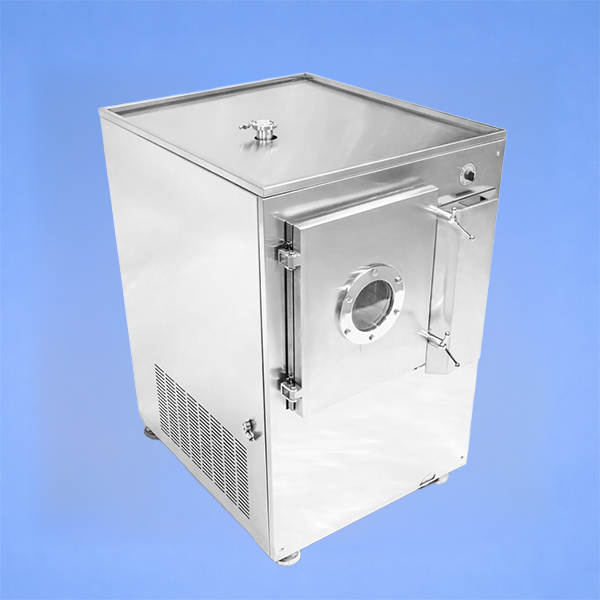
The LyoDryer pharmaceutical freeze dryer (lyophilizer) removes moisture from temperature-sensitive products through a controlled vacuum process known as lyophilisation. The product is frozen and placed under low pressure, allowing moisture to transition directly from solid to vapour, resulting in a dry, stable, and structurally intact product.
The LyoDryer is a research-grade lab freeze dryer for pharmaceutical applications, engineered for laboratories and development teams working with larger batch volumes. It provides the process control and documentation required for regulated research environments, supporting consistent and reliable lyophilization performance.
Key Features
Yes, all our products are designed and sourced to meet international regulatory standards, including GMP, USFDA, EU-GMP, WHO, and other relevant compliance requirements.
Absolutely. Our solutions are engineered for seamless integration with existing systems, ensuring minimal disruption and optimal performance within your current setup.
Yes, our team offers technical consultation to help you choose the most suitable product based on your process requirements, facility design, and compliance needs.
Yes, all our products are aligned with our turnkey execution approach, ensuring compatibility with overall facility design, engineering, and operational requirements.
Yes, we provide customised solutions tailored to your process, capacity, and regulatory requirements to ensure optimal performance and efficiency.
Our products are used across pharmaceutical manufacturing, biotechnology, nutraceuticals, research laboratories, and regulated healthcare environments.
We follow strict quality standards and work with trusted technologies and manufacturing processes to ensure consistent performance, durability, and compliance.
Yes, we offer ongoing technical support to ensure smooth operation, performance optimisation, and long-term reliability of all supplied systems and components.